відео
Безшовні сталеві труби для рідин

| Матеріал виробу | 10/20/Q345B-CDE/Q460-CDE |
| Специфікація товару | |
| Застосований стандарт продукту | GB/T8163-2018 |
| Статус доставки | |
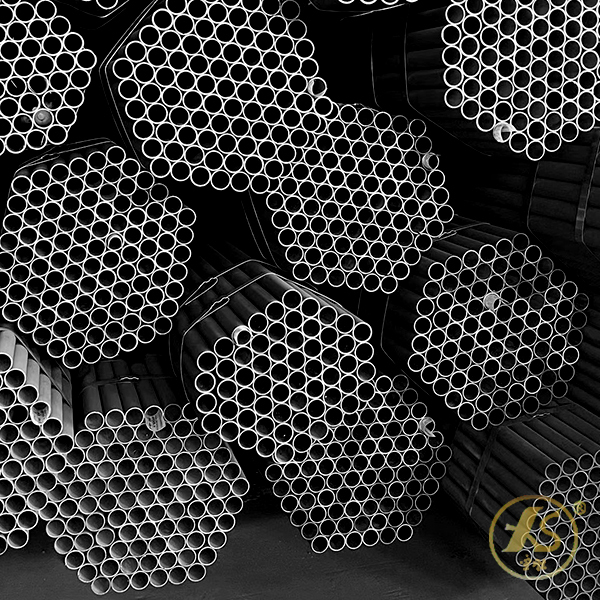
| Упаковка готової продукції | Шестикутний пакет із сталевим поясом/пластикова плівка/плетений мішок/упаковка для слінгу |
Процес виготовлення продукту
Труба заготовка

Перевірка (спектральне виявлення, перевірка поверхні, перевірка розмірів і макродослідження)
Пиляння
Перфорація
Теплова перевірка
Соління
Перевірка шліфування
Соління
Змащення
Холодне витягування (додавання циклічних процесів, таких як термічна обробка, маринування та холодне витягування, має відповідати специфікаціям)
Відпал або холодне волочіння або зняття напруги або повний відпал (вибирається відповідно до вимог замовника)
Випробування продуктивності (механічні властивості, випробування ударної сили серій Q345 і Q460 відповідно до вимог замовника)

Випрямлення
Розрізання труб
Перевірка товару

Занурення антикорозійного масла
Упаковка

Складське господарство
Обладнання для виробництва продукції
Стригальний верстат/пиляльний верстат, піч з крокуючими балками, перфоратор, високоточна машина для холодного волочіння, піч для термічної обробки та правильна машина

Обладнання для тестування продукції
Зовнішній мікрометр, трубний мікрометр, циферблатний калібр, штангенциркуль, детектор хімічного складу, спектральний детектор, машина для випробування на розтяг, твердомір за Роквеллом, машина для випробування на удар, вихрострумовий дефектоскоп, ультразвуковий дефектоскоп та машина для гідростатичного випробування

Застосування продукту
Транспортування звичайних рідин

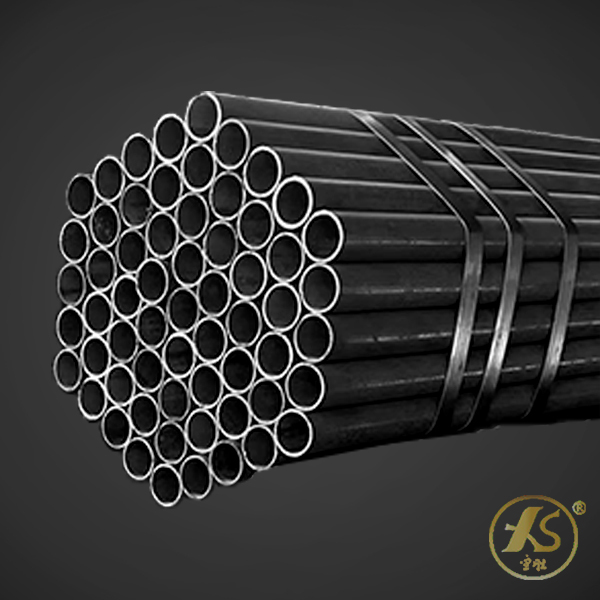
Пакет безшовних труб з вуглецевої сталі
Пластикові ковпачки, заглушені з обох боків кінців труб
Слід уникати сталевої стрічки та пошкоджень під час транспортування
З’єднані в пучки сіани повинні бути однорідними і послідовними
Той самий пучок (партія) сталевих труб повинен бути отриманий з тієї самої печі
Сталева труба має той самий номер печі, ту саму марку сталі та ту саму специфікацію